Wire Mesh Conveyor Belt
 Customer's request wire mesh conveyor belt materials based on overall belt strength, sanitary conditions that may require stainless vs. mild steel or aluminum mesh, and for the belt's versatility.
Customer's request wire mesh conveyor belt materials based on overall belt strength, sanitary conditions that may require stainless vs. mild steel or aluminum mesh, and for the belt's versatility.
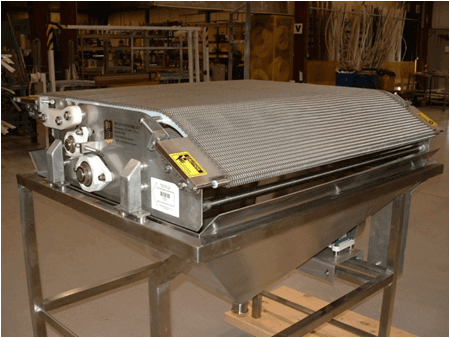
On the other hand, Multi-Conveyor was recently asked to replace an existing, non-hygienic, oven to freezer wire mesh conveyor made by another manufacturer - sanitation being key for a raw food product. Multi-Conveyor's design engineers went to work and designed the perfect solution. Watch this brief video to learn more:
Let's discuss your next baking or frozen food conveyor.
Send us the information for RFQ and we'll get this conversation started!
